Características:
Fabricado con alambre de acero con cabeza de bajo carbono de alta calidad, asegúrese de que las propiedades mecánicas y de soldadura de los pernos de corte no tengan grietas en las cabezas de los pernos.
Máquina de conformado en frío de estaciones múltiples de alta precisión, asegura una alta precisión y dimensiones constantes de los pernos de corte, chaflán redondo en el extremo de los pernos.
Las dimensiones de alta precisión hacen que los espárragos de cizalla sean fáciles de cargar en el mandril de la pistola de soldadura y se mantengan apretados correctamente; El extremo de soldadura plano con chaflán redondo hace que los pernos de cizalla sean fáciles de insertar en el orificio de la férula de cerámica y obtenga un collar de soldadura perfecto de 360 grados.
El fundente de aluminio calculado con precisión incrustado automáticamente por un equipo único garantiza la calidad de la soldadura y evita las cavidades en el cordón de soldadura.
Tratamiento de superficies:
Los conectores de corte IKING utilizan acero con bajo contenido de carbono de alta calidad, proceden mediante decapado y fosfatado, aseguran que los pernos tengan una condición antioxidante durante mucho tiempo.
Conector de cizalla de cabeza de queso IKING con virola de cerámica | |
Material | Acero bajo en carbono |
Diámetro | Φ10, Φ13, Φ16, Φ19, Φ22, Φ25 |
Largo | 40 mm ~ 500 mm |
Tratamiento de superficies | Pulido, anticorrosión, fosfatado |
Tratamiento de fondo | Ligeramente curvado o chaflán |
Marcado de la cabeza | IK o titular del cliente |
Seguro de calidad | 3 años |
Certificaciones | CE, SGS, FPC BC1, UDEM, UKTC, etc. |
Propiedades mecánicas del conector de espárrago de corte IKING de China | |||
Norma | Fuerza de Tensión | Fuerza de Elongación | Alargamiento |
EN ISO 13918 SD1 | ≥450 Mpa | ≥350 Mpa | ≥15% |
Conector de espárrago cortante tipo SD (ISO13918: 2008) Dimensiones (mm) | ||||||
d1-0.4 | 10 | 13 | 16 | 19 | 22 | 25 |
d5±0.3 | 19 | 25 | 32 | 32 | 35 | 41 |
d3±0.3 | 13 | 17 | 21 | 23 | 29 | 31 |
h3±0.5 | 7 | 8 | 8 | 10 | 10 | 12 |
h4 | 2.5 | 3 | 4.5 | 6 | 6 | 7 |
l1±1.5 | 40~160 | 40~160 | 40~200 | 40~250 | 60~250 | 60~250 |
Quemar | 3 | 3 | 4 | 5 | 5 | 6 |
Contera | UF10 | UF13 | UF16 | UF19 | UF22 | UF25 |
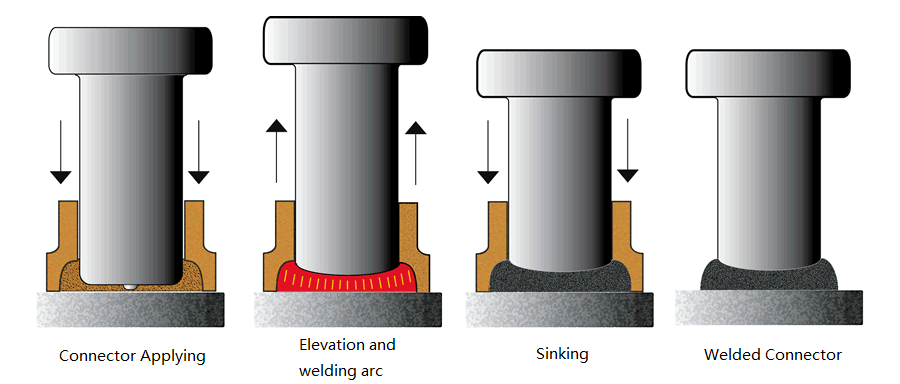
Proceso de soldadura
La soldadura de pernos de arco dibujado para conectores de corte se puede realizar de forma mecánica o automática, utilizando pistolas de soldadura o cabezales de soldadura. El espárrago de cizallamiento se inserta en el soporte del espárrago y, si es necesario, se ajusta con una férula de cerámica y se aplica a la pieza de trabajo. Al comienzo del proceso de soldadura, el mecanismo levanta el espárrago y, normalmente, primero se golpea un arco piloto, luego el arco principal, entre la punta del espárrago de corte y la pieza de trabajo. Esto hace que la cara del montante y el material base se derrita. Una vez transcurrido el tiempo de soldadura, el espárrago de cizallamiento se sumerge con poca fuerza (<100 N) en el baño de fusión y se apaga la fuente de corriente. A continuación, se retira la férula de cerámica. La figura muestra la secuencia de eventos usando una férula de cerámica.